




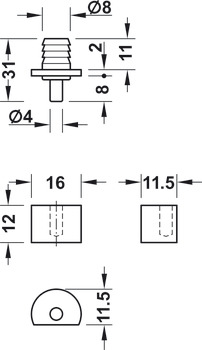
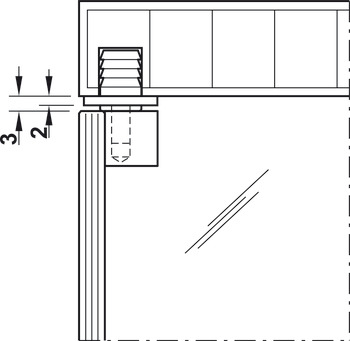
Balama pivot pentru ușă de sticlă, Unghi de deschidere de până la max. 130°, încadrat
Ușă: Pentru fixare prin lipire, corp: Pentru montare prin presare
Nr. articol 361.61.020

1 din
4

2 din
4
3 din
4
4 din
4
Mai multe informații






